



Predám 5-osový švajčiarsky cnc sústruh SM385 china fanuc controller
Funkcia sm385
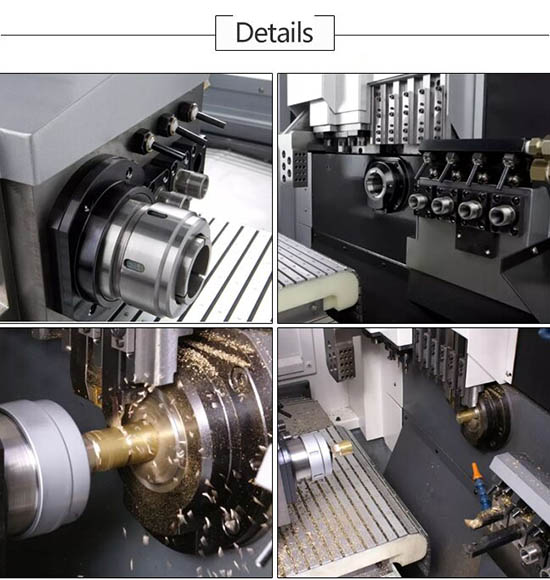
1. Vysoká flexibilita: Dá sa zameniť s vodiacimi objímkami alebo bez nich.Elektrické náradie môže byť vybavené rýchlovýmenným závitovým vírivým frézovaním, hnacou hlavou, VDI nástrojom, dopravníkom triesok, olejom 2. Veľký priestor na spracovanie a jednoduchá obsluha: jednoduchá výmena nástroja, nástroj zvisle nadol môže dosiahnuť najlepší odvod triesok.
3. Séria FANUCα je lepšia ako séria β pre priečny motor elektrického náradia a motor posuvu.
1) Séria α je motor s najvyššou výbavou spoločnosti FANUC a jej presnosť, výkon a životnosť sú lepšie ako pri sérii β.
2) Motory série β nemajú detekciu teploty.Počas nepretržitej prevádzky alebo vysokej záťaže bude teplota motora naďalej stúpať, čo poškodí motor a systém.
3) Vretenové a servozosilňovače našej spoločnosti prijímajú sériu α (najvyššia konfigurácia FANUC) a vretenové a priečne zosilňovače sú oddelené, séria β sú ekonomické zosilňovače a cena je nižšia ako séria α a vretenové a priečne zosilňovače sú integrované.Všetky je potrebné vymeniť pri neskoršej údržbe a výmene a náklady na údržbu série β sú vyššie ako náklady na údržbu série α.Krútiaci moment motora α, presnosť spätnej väzby, rozlíšenie kódovača a detekcia prúdu sú oveľa silnejšie ako motory β.
Špecifikácia
| Popíšte | Jednotka | SM385 | |||
| Mechanik | Systém ovládača |
| Fanuc 0i | Syntec | |
| Maximálny obrábací priemer | mm | ¢38 | |||
| Mŕtvica | mm | 210 | |||
| Otáčky hlavného vretena/vedľajšieho vretena | ot./min | 8000/8000 | 6000/6000 | ||
| Rýchlosť rýchleho posuvu | m/min | 32 (X1:24 m/min) | 24 | ||
| Nástroje | Nástroje OD | ea | 5×[□16×16] | ||
| Predné pracovné nástroje | ea | 3×[Ø25-ER16]+2×[Ø20-ER16] | |||
| Cross Driven Tools | ea | 4×[ER16] | |||
| Zadné nástroje (opravené) | ea | 4×[Ø20-ER16] | |||
| Motory | Vretenový motor | kw | 5,5/7,5 | 5.5 | |
| Podvretenový motor | kw | 1,5/2,2 | 3 | ||
| Jazdené | kw | 1 | |||
| Kríž | kw | 0,55/1,1 | 1 | ||
| Motor chladiacej kvapaliny | kw | 0,9 | |||
| Iní | Kapacita nádrže chladiacej kvapaliny | L | 200 | ||
| Kapacita mazacej nádrže | L | 1.8 | |||
| Výška od podlahy po stred vretena | mm | 1000 | |||
| Rozmer | (L) | mm | 2760 | ||
| (W) | mm | 1564 | |||
| (H) | mm | 1882 | |||
| Hmotnosť | kg | 4500 | |||
| NC ovládanie | Ovládateľné osi | 7 osí/4 osí | |||
| LCD | LCD 10,4" | ||||
| Štandardné parametre systému | Štandardné | ||||
| Pevné poklepanie | Štandardné | ||||
| Ručné koleso | Štandardné | ||||
| Synchrónne/hybridné ovládanie | Štandardné | ||||
| Helikálna interpolácia | Štandardné | ||||
Výhoda cnc sústruhu sm385
1. Kombinované možnosti spracovania pri sústružení a frézovaní s vysokou tuhosťou
Môže sa použiť v odvetviach, ako sú komunikácie, domáce spotrebiče, elektronika a hračky.Vyznačuje sa veľkým priemerom, zložitými postupmi, vysokými požiadavkami na presnosť, kombinovaným obrábaním sústruženia a frézovania a veľkým množstvom nástrojov.Švajčiarsky cnc sústruh SM385 má silné možnosti sústruženia a frézovania a dá sa spracovať na veľkosť jedným rezom.Tradičnou metódou spracovania je použitie CNC sústruhov, obrábacích centier (alebo fréz, vŕtačiek), viacerých obrábacích strojov a viacerých postupov na dokončenie spracovania.Počet potrebných zariadení je veľký, efektívnosť výroby nízka a presnosť obrábania dielov po druhom upnutí obrobku je ťažké zaručiť.

2. Sústruh SM385 švajčiarskeho typu cnc má vysokú tuhosť sústruženia a frézovania, s jedným upínaním, ktoré dokáže realizovať vysokú tuhosť vonkajšieho kruhu obrobku, sústružníckeho čela, závitovania, drážkovania, rezania a priečneho frézovania, vŕtania, závitovania a čelného čela a Viaceré možnosti spracovania zmesí, ako je vŕtanie, závitovanie a vyvrtávanie na zadnej strane po rezaní.

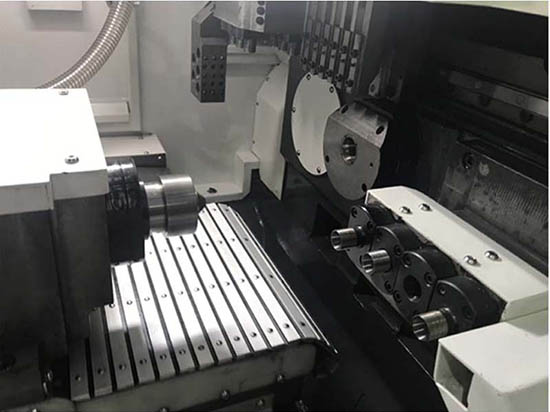
3. Dvojvretenový dizajn pre spracovanie chrbta po rezaní a simultánnom spracovaní
Pre diely, ktoré nevyžadujú žiadne konvexné a konkávne chyby v strede zadnej čelnej plochy obrobku, alebo pre štíhle diely hriadeľa, ktoré vyžadujú upnutie a synchrónne otáčanie hlavného a pomocného vretena, a pre diely, ktoré vyžadujú frézovanie, vŕtanie, vŕtanie a závitovanie na povrchu rezu, dvojité Model vretena môže byť plne kvalifikovaný.Okrem toho je možné hlavné a vedľajšie vreteno ovládať súčasne alebo nezávisle.
4. Automatické podávanie polotovarov a automatické vysekávanie hotových výrobkov
Konfiguráciou podávača tyčí pri podávaní a zachytávaním krátkych/dlhých dielov pri prijímaní môže obrábací stroj realizovať režim „jedna osoba, viacero strojov“ prevádzky jednej osoby a viacerých ošetrovateľov, čo zlepšuje automatizáciu zariadení a šetrí veľa podnikov.Ľudské zdroje môžu veľa pomôcť.
Okrem toho má model "cnc švajčiarsky sústruh" aj tieto vynikajúce vlastnosti:
1) Funkcia interpolácie viacosového prepojenia: efektívne zlepšiť efektivitu spracovania a splniť spracovanie zložitých častí;
2) Vysokorýchlostné synchrónne rotujúce vodiace puzdro: na splnenie požiadaviek na vysokorýchlostné spracovanie;
3) Dostatočne vysoká presnosť: na splnenie zvyšujúcich sa požiadaviek na presnosť letectva, presných prístrojov, komunikačných zariadení a iných častí.






